Il centro di tornitura con utensili motorizzati della serie +MSY è dotato di basamento standard in ghisa grigia HT300 con inclinazione di 30°, guide lineari. L'asse Y viene interpolato da due assi X tramite un carro aggiuntivo inclinato di 30°. La dotazione standard comprende elettromandrini di precisione EUMASPINNER sia per il mandrino principale che per il contromandrino, dotati di sistema di raffreddamento ad acqua, runout del mandrino non superiore a 0,001 mm, naso mandrino da A2-5 a A2-8. La gamma di diametri tornibili da ripresa va da 220 mm a 400 mm, lunghezze lavorabili da 400 mm a 850 mm. La torretta portautensili motorizzata a cambio rapido può essere di tipo BMT o VDI, il che consente di eseguire in modo efficiente sia le operazioni di tornitura che quelle di fresatura. Per ottenere alta precisione in produzione, si propone l'utilizzo di viti asfere di classe C0/C1. noltre, è possibile installare un sistema per il mantenimento della temperatura costante del corpo macchina, che consente di stabilizzare il processo di lavorazione e ridurre al minimo le deformazioni dovute alla temperatura.




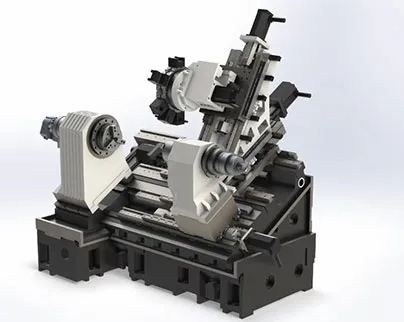


Sulla base del nostro centro di tornitura e fresatura della serie +CY, abbiamo sviluppato questo centro di tornitura e fresatura +MSY con contromandrino; gli assi C1 e C2 offrono una risoluzione di posizionamento fino a 0,001 gradi. Questo centro di tornitura/fresatura con asse Y è dotato di un controller per fresatura che consente la lavorazione di filettature interne ed esterne sia sulla superficie frontale che sul diametro esterno. Utilizzando gli assi lineari X/Y/Z in combinazione con il movimento sincrono dell'asse C, è possibile realizzare la fresatura per incisione 3D.
Il basamento del Centro di tornitura della serie EUMASPINNER EL è realizzato in ghisa grigia HT300, fusa integralmente, temprata e rettificata. L'ampia campata delle guide, il baricentro basso e la base di appoggio di grandi dimensioni garantiscono elevata rigidità, eccellente asportazione ed evacuazione dei trucioli. L'interno del basamento presenta nervature di rinforzo ampiamente distribuite,eliminando efficacemente le deformazioni causate da sollecitazioni di taglio e trazione.
La sede di ancoraggio della testa e delle viti a ricircolo di sfere richiedono una raschiatura precisa per allineamenti e tolleranze rigorose tra le parti accoppiate, garantendo un'eccellente precisione complessiva e stabilità della macchina.
Nel caso delle guide tradizionali a scorrimento meccanico, la raschiatura manuale accurata crea sacche d'olio con motivi a trama alti e bassi, allineando le superfici di scorrimento tra la slitta e le guide per uno scorrimento fluido e riducendo al contempo l'usura e il calore da attrito.
Servomotori CA di grandi dimensioni vengono utilizzati per fornire una spinta potente per elevate velocità di avanzamento e taglio precisi. Viti a ricircolo di sfere HIWIN/THK di grande diametro, pretensionate e di precisione, sono collegate direttamente al meccanismo di azionamento, garantendo un movimento praticamente privo di gioco. La precisione di ripetitibilità della corsa completa su una lunghezza di 1000 mm raggiunge 0,003 mm in conformità alla normativa VDI/DGQ-3441. Vite a sfere ad altissima precisione di classe C0 opzionale.
Il design delle guide lineari INA/THK offre un basso coefficiente di attrito e riduce al minimo la differenza tra attrito dinamico e statico.
Pertanto, non si verifica alcun effetto stick-slip con avanzamenti submicrometrici.
Basamento in ghisa grigia HT300
Struttura basamento inclinato di 30°+30°
Due elettromandrini ultra-precisi con raffreddamento ad acqua
Potente torretta Sauter con utensili motorizzati
Potenza mandrini/torretta aggiuntiva su richiesta
Guide lineari THK originali
Viti a ricircolo di sfere C0/C1/C3 (personalizzabile)
Dispositivo di stabilizzazione della temperatura macchina
| Specifica | unità | EL-42Li+MSY | EL-52Li+MSY | EL-65Li+MSY | EL-75Li+MSY | ||||||||||||
| Sistema di controllo | - | Siemens 828D | Siemens 828D | Siemens 828D | Siemens 828D | ||||||||||||
| Max. Swing sopra il letto | mm | 500 | 580 | 650 | 750 | ||||||||||||
| Max. Swing sullo scivolo | mm | 200 | 300 | 330 | 420 | ||||||||||||
| Diametro di tornitura massimo | mm | 260 | 350 | 400 | 600 | ||||||||||||
| Lunghezza massima di tornitura | mm | 400 | 600 | 900 | 640 | 900 | 1300 | 1850 | 900 | 1400 | 1900 | ||||||
| Mandrino principale/sottomandrino elettrico (asse C1/C2) | Naso | - | A2-6 | A2-5 | A2-6 | A2-5 | A2-6 | A2-5 | A2-8 | A2-6 | A2-8 | A2-6 | |||||
| Barra forata passante | mm | 66/52 | 56/42 | 66/52 | 56/42 | 66/52 | 56/45 | 86/75 | 66/52 | 87/75 | 66/52 | ||||||
| Dimensione del mandrino | pollice | 8 | 6 | 8 | 6 | 8 | 6 | 10 | 8 | 10 | 8 | ||||||
| Velocità massima | giri al minuto | 4500 | 6000 | 4500 | 6000 | 4500 | 5500 | 3500 | 4500 | 3500 | 4500 | ||||||
| Indicizzazione dell'encoder | grado | 0,001 | 0,001 | 0,001 | 0,001 | 0,001 | |||||||||||
| Potenza (S1/S6 100%) | chilowatt | 17/21 | 11/14 | 17/21 | 11/14 | 17/21 | 11/14 | 37.5/47 | 17/21 | 37.5/47 | 17/21 | ||||||
| Coppia (S1/S6 100%) | Nm | 110/214 | 42/90 | 110/214 | 42/90 | 110/214 | 42/90 | 300/376 | 110/214 | 300/376 | 110/214 | ||||||
| Guida | - | Lineare | |||||||||||||||
| Corsa dell'asse X | mm | 195 | 240 | 250 | 250 | 330 | |||||||||||
| Corsa dell'asse Y | mm | ±40 | ±50 | ±50 | ±50 | ±60 | |||||||||||
| Corsa dell'asse Z1 | mm | 430 | 650 | 950 | 660 | 920 | 1320 | 1870 | 1050 | 1550 | 2050 | ||||||
| Corsa dell'asse Z2 | mm | 350 | 580 | 880 | 620 | 880 | 1280 | 1830 | 900 | 1520 | 2020 | ||||||
| Velocità di avanzamento X/Y/Z1/Z2 | metri al minuto | 30/15/30/15 | 25/15/25/15 | 25/15/25/15 | 25/15/25/15 | 25/15/25/15 | |||||||||||
| Potenza/coppia del motore X/Y/Z1/Z2 | kW/Nm | 1.8/21 | 3.0/18 | 3.0/18 | 3.0/18 | 3.0/18 | |||||||||||
| Precisione della posizione dell'asse X/Z (corsa completa) | mm | 0,005 | 0,005 | 0,008 | 0,008 (1000 mm) | 0,008 (1000 mm) | |||||||||||
| Precisione di riposizionamento dell'asse X/Z (corsa completa) | mm | 0,003 | 0,003 | 0,004 | 0,004 (1000 mm) | 0,004 (1000 mm) | |||||||||||
| Tipo di torretta | - | BMT45 [BMT55] | BMT45 [BMT55] | BMT55 | BMT55 [BMT65] | BMT55 [BMT65] | |||||||||||
| Numero di posizioni | T | 12 | 12 | 12 | 12 | ||||||||||||
| Gambo dell'utensile da taglio | mm | 25x25 | 25x25 | 25x25 | 25x25 [32x32] | ||||||||||||
| Collezione di utensili per foratura/fresatura | - | ER25 | ER25 | ER32 | ER32 | ||||||||||||
| Diametro del foro di perforazione | mm | 25 | 32 | 32 [40] | 40 [50] | ||||||||||||
| Velocità di fresatura | giri al minuto | 4600 | 4600 | 4600 | 4600 | ||||||||||||
| Potenza nominale | chilowatt | 3.55 | 3.55 | 3.55 | 3.55 | ||||||||||||
| Coppia nominale | Nm | ventidue | ventidue | ventidue | ventidue | ||||||||||||
| Potenza del refrigerante | io | 350 | 350 | 500 | 500 | 750 | |||||||||||
| Serbatoio dell'acqua | L | 200 | 200 | 200 | 230 | 230 | |||||||||||
| Capacità del serbatoio idraulico | L | 20 | 20 | 20 | 20 | ||||||||||||
| Potenza totale | kva | 38 | 38 | 45 | 65 | 65 | |||||||||||
| LxWxH (trasportatore trucioli) | mm | 2550 x 1800 x 2150 |
3650 x 2100 x 2180 |
3950 x 2100 x 2180 |
3480 x 2150 x 2250 |
3680 x 2150 x 2250 |
4560 x 2100 x 2250 |
4880 x 2150 x 2250 |
3850 x 2100 x 2250 |
4560 x 2100 x 2250 |
4880 x 2100 x 2250 |
||||||
| Peso | kg | 3750 | 4600 | 5100 | 5000 | 5600 | 6200 | 6800 | 6750 | 7350 | 8450 | ||||||
Banco inclinato a 30° in fusione monoblocco
Torretta motorizzata a 12 posizioni
Guida lineare a rulli
Vite a sfere ad alta precisione C3
Indexaggio asse C 0,001°
Motore principale Siemens, motore asse Siemens
Sistema di raffreddamento del taglio
Carter di protezione completamente chiuso
Sistema idraulico
Doppio mandrino + asse Y, mandrino idraulico a 3 griffe, griffa rigida standard
Dispositivo di lubrificazione automatica
Pistola ad acqua
Pistola ad aria compressa
Condizionatore d'aria per quadro elettrico
Volantino elettronico
Scheda CF e interfaccia USB
Trasformatore
Convogliatore trucioli + raccoglitore trucioli
Interruttore a pedale pinza
Luce di lavoro
Blocco porta di sicurezza
Spia luminosa di fine lavoro
Un set di utensili per la regolazione
8 portautensili inclusi 2 portautensili
Bulloni e pattini di livellamento
Manuale d'uso e manutenzione
Siemens 828 sistema, schermo a colori da 10,4"
Vite a ricircolo di sfere C0 ad altissima precisione
Guida macchina a temperatura costante
Riduttore BF Italia
Separatore olio-acqua
Aspiratore di nebbia d'olio
Raccolta pezzi + nastro trasportatore
Alimentatore barre
Resetting utensili RENISHAW
Misurazione pezzo RENISHAW
Dispositivo di refrigerazione ad alta pressione
Finestra rotante
Riga ottica a reticolo HEIDENHAIN
Mandrino per test di precisione geometrica
Sistema di rilevamento dinamico anticollisione
Refrigerante ad alta pressione 20 bar
Lunetta fissa
Garanzia aggiuntiva







RICHIEDI UN PREVENTIVO

